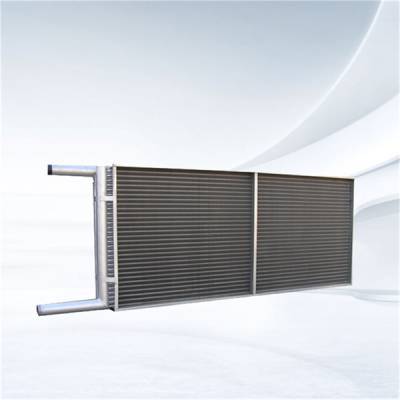
螺旋板式换热器的制造工序过程大致如下:放样、下料-拼接-无损检测-焊定距柱-卷制螺旋体-焊接螺旋通道-装配-金加工-总装-压力试验-后处理-成品出厂。 在制造过程中,有以下几点值得注意:(1)螺旋板:螺旋板板面的缺陷如硬折波纹、镰刀弯,以及下料的板边(国内一般是气割)质量对对螺旋体的卷制有较大影响。拼板的对接焊缝应进行***射线或超声检测,且必须采用全焊透结构,对接焊缝的余高应及时磨平,防止板面翘曲及使用中的应力腐蚀。(2)定距柱:定距柱一端应有1~2X45°的倒角很重要,因为定距柱数量很多且螺旋板板面不可能完全平整,定距柱与螺旋板点焊时难免有少数定距柱发生歪斜,其周边若没有倒角,很容易割伤螺旋板;定距柱高度偏差应为正偏差0~0.3mm,因为如果定距柱加工有负偏差存在,螺旋体卷制成形时,定距柱与螺旋体之间不能切实贴合,甚至有成排的定距柱没有支撑螺旋板,削弱了定距柱增强螺旋体强度和刚度的作用;由于螺旋板较薄,定距柱与螺旋板点焊时应特别注意控制焊接质量,螺旋体卷制时不脱落,要注意引弧和收弧时不要造成板面咬肉现象发生,且定距柱点焊完毕后一定要仔细检查缺陷,及时补救,以免造成设备完工后泄漏维修带来的麻烦。(3)圆钢:螺旋板式换热器端面密封用圆钢一般都是几根圆钢衔接来填充一个螺旋通道,圆钢硬折处应校直,表面的浮锈应清除;圆钢直径大于14mm时,不锈钢表冷器厂,其刚性较大,螺旋体卷制过程中内圈与胎膜贴合不好,此时圆钢始端的退火长度以大于500mm为宜;圆钢也可用板条替代。
表冷器制造工艺中检漏步骤
1、所有表冷器要进密性检验,制冷剂泄漏率小于7克/年.如果有泄露应按2节方式修补,并且再次检漏。
2、如果采用水下检漏方式,应保持表冷器内部干燥,在检测之后应马上向表冷器内充注干燥空气 (-400 C)或干燥氮气,以***去除水份。
3、如果室内贮存,不锈钢表冷器生产商,所有表冷器应在检漏之后马上密封。
4、如果存放在室外,比如维修配件,或者将表冷器运送至其它地方装配,张家口不锈钢表冷器,检测后马上用塞子密封, 如果表冷器进水应用干燥空气或氮气吹干,然后塞住,防止水气渗入;存放或运输时间长的冷 媒系统,表冷器应充入0.8±0.5kgf/cm2干燥氮气作内部保护。
5、带有头管的表冷器所有开口在装配焊接前应密封。
螺旋板式换热器防腐蚀处理方法
电化学保 电化学保分为阴极保护和阳极保护。阴极保护是利用外加直流电源,使金属表面上的阳极变为阴极而受到保护。这种方法消耗电量大,费用高,采用。阳极保是把被保护的设备接以外加电源的阳极,使金属表面生成钝化膜,从而达到保护。碳钢螺旋板式换热器的造价低,但耐腐蚀性差。通过采用牺牲阳极保护技术可以提高螺旋板式换热器的使用寿命,但这一技术的保护作用于管子入口处的有限长度内, 管内深处难以实现阴极保护,所以牺牲阳极保在螺旋板式换热器上的应用受到了很大限制。